



Hjulhusforing Enkel plastkontrollarmatur
Video
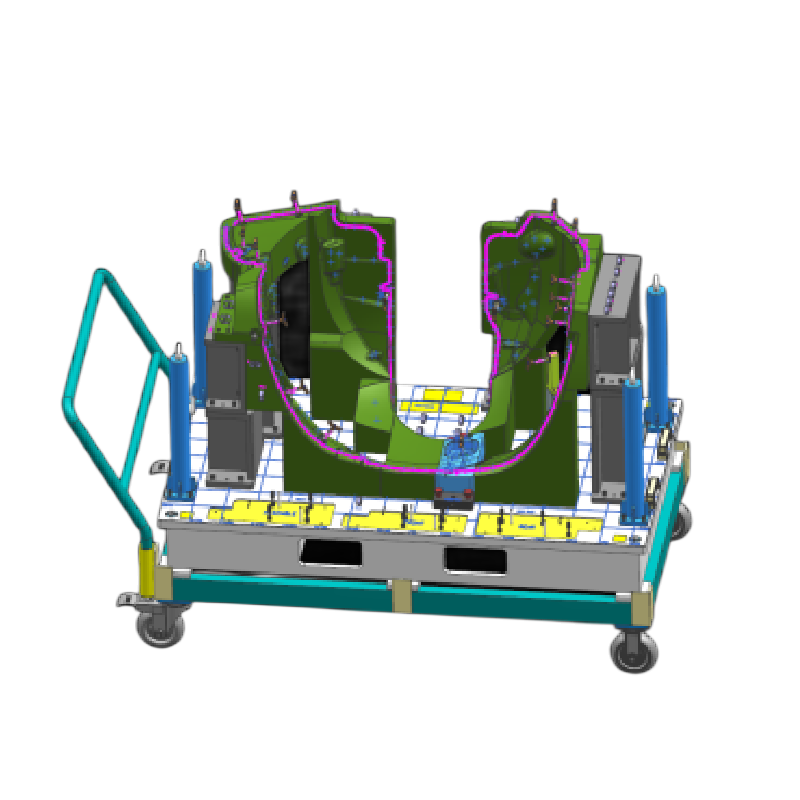
Funksjon
For Wheel House Liner CF kvalitetsinspeksjonskontroll og støtte for å forbedre kapasitetsraten for bilproduksjonslinjen.
Spesifikasjon
| Armaturtype: | Wheel House Liner CF |
| Størrelse: | 1800*900*1500 |
| Vekt: | 145 kg |
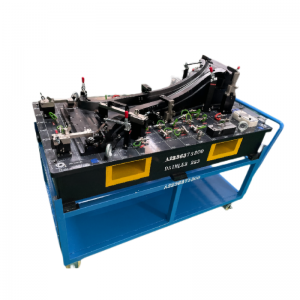
produkt detaljer

Bruk og vedlikehold
X167 brukes i stedet for akkordarbeidet under testplass plattform, støttestang inkludert horisontal støttestang og vertikal støttestang, horisontal støttestang er festet på basen, nivået på støttestangen er plassert på en mikrometer, hvis karakter er: mikrometer og festet på sylinderen, sylinderen er festet på den faste platen, en fast plate gjennom den første transmisjonsanordningen festet på den horisontale støttestangen, den første transmisjonsanordningen inkluderer nivå innenfor støttestangen først for hulrom, plassert i den første den første skruen for hulrom, i den første settskruen på den første faste blokken, den første som åpner den første lange slissen for hulromsoverflaten, Den første faste blokken gjennom det første lange sporet nær hulromsveggen til det akkommoderende hulrommet, den første faste blokken er forsynt med et gjenget hull med den første skruen;Plasser bunnen av bordet horisontalt.
Koblet til en andre fast blokk, basen er utstyrt med en andre skrue, koblet til den andre skruen til den andre motoren, baseoverflaten er plassert på platen er utstyrt med et andre langt spor, den andre faste blokken er utstyrt med intern gjenger og sett på den andre skruen, den andre faste blokken og den andre lange sporveggen lukkes, og forlenger platens overflate;Et antall støtteblokker er anordnet på den horisontale plattformen, og overflaten av støtteblokken er anordnet i en bue og nær den
Overflate på akkord som skal måles.
Sideveggen er utstyrt med en forbindelsesport, og undertrykkssugeren er koblet til overflaten av støtteblokken, og undertrykkssugeren er nær overflaten av støtteblokken, og limet er festet.I følge et broinspeksjonsverktøy nevnt i kravet.
Den første sylinderen er forsynt med en kortblokk, den faste platen er utstyrt med et kortspor, kortblokkkort.
I kortsporet er enden av den faste platen vinkelrett på den faste platen er utstyrt med en vertikal plate, den vertikale platen åpnes med et rundt hull, den andre sylinderen er festet i den vertikale platen, og stempelstangen er koblet til til den første sylinderen gjennom det runde hullet.
Mindre avvik i monteringsprosessen.Inspeksjonsverktøyet i 03 kjent teknikk er festet av oppsamleren, og mikrometeret er festet av oppsamleren, som drives av sylinderen eller utføres direkte manuelt.
Deteksjon, denne deteksjonsmetoden eksisterer i akkordutslippet.
En rekke problemer, for eksempel avvik, eksisterer i prosessen med utjevning, som alvorlig påvirker testerens deteksjonsnøyaktighet.Bruksmodellen gir en ny type førerhuskontrollverktøy, som kan løse de ovennevnte tekniske problemene.Bruksmodellen er realisert med følgende tekniske skjema: et førerhusinspeksjonsverktøy består av en base og en støttestang, basen er utstyrt med en plasseringsplattform for plassering av akkordet som skal testes, støttestangen inkluderer en horisontal støttestang og en vertikal støttestang, den horisontale støttestangen er festet på basen, og den horisontale støttestangen er plassert på basen Mikrometer, mikrometer er festet på den første sylinderen, den første sylinderen er festet på den faste platen, den faste platen er festet på horisontal støttestang gjennom den første overføringsinnretningen, den første overføringsinnretningen inkluderer en horisontal støtte.
Det første opptakshulrommet i stangen, den første skruen plassert i det første rommehulrommet, settes i det første.
Den første faste blokken på skruen, den første plassende hulromsflaten er forsynt med et første langt spor, den første faste blokken gjennom det første lange sporet nært inntil den innrettede hulromsveggen, den første faste blokken er anordnet med den første skruen.
Et flertall støtteblokker, støtteblokkoverflate anordnet buer, nær overflaten av stykket som skal testes.Fortrinnsvis er plasseringsplattformen og støtteblokken forsynt med en sammenkoblet luftvei, og luftveien er på plasseringsplattformen.
Arbeidsflyten
1. Mottok innkjøpsordren--——->2. Design--——->3. Bekreftelse av tegningen/løsningene--——->4. Klargjør materialene--——->5. CNC--——->6. CMM--——->6. Montering--——->7. CMM-> 8. Inspeksjon--——->9. (3. del inspeksjon om nødvendig)--——->10. (internt/kunde på stedet)--——->11. Pakking (treboks)--——->12. Levering
Produksjonstoleranse
1. Flatheten til bunnplaten 0,05/1000
2. Tykkelsen på bunnplaten ±0,05 mm
3. Lokasjonsdatum ±0,02 mm
4. Overflaten ±0,1 mm
5. Kontrollpinnene og -hullene ±0,05 mm






.png)
.png)