



Automatisk bagasjeromslokk Sluttkontrollmonteringsmåler og CMM-holdefeste
Video
Funksjon
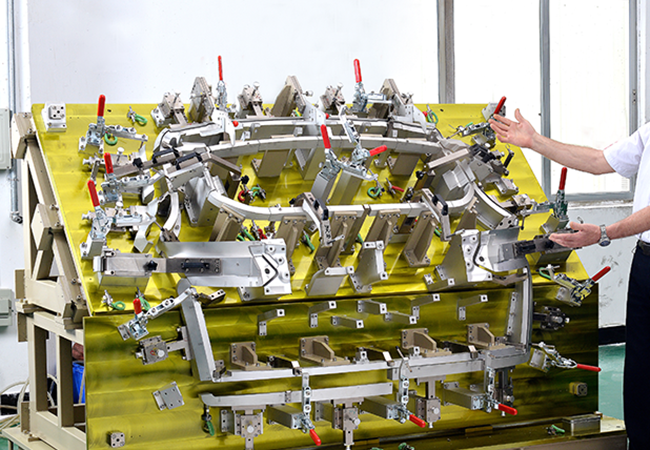
Som en del av bilinteriøret er bilbagasjedekselet installert på reservedekksporet i bagasjerommet, som spiller en støttende og vakker rolle.Bagasjerommet på bilplaten under produksjon og prosessering, dens størrelse og form flat overflate er nøkkelindikatorene for produktkvaliteten, og gir derfor en enkel og rimelig struktur, både kan garantere nøyaktighet og kan forbedre deteksjonseffektiviteten av armaturet, for bil bagasjerom dekkplate produksjon og behandling er nødvendig.
TTM Auto Trunk Dek Final Fixture er produsert av CNC-maskin og materialet kommer med stål og harpiks, denne armaturen kan også brukes som CMM-holdidng-armatur for bildeler, målejigger for plastdeler og metalldeler.
Spesifikasjon
| Armaturtype: | Automatisk bagasjelokk sluttfeste Del |
| Størrelse: | 5850 x 950 x 4300 |
| Vekt: | 3750 kg |
| Materiale: | stål+harpiks |
| Overflatebehandling: | Grunnplate: galvanisert krom og svart anodisert |
Detaljert introduksjon
Automatisk bagasjeromslokk Sluttkontroll og matching Fixture er relatert til feltet av bildeler produksjon og prosessutstyr, spesielt til et kontrollverktøy for bagasjeromsdekselplate.
Som en del av bilens interiør er det automatiske bagasjerommet montert på reservedekksporet i bagasjerommet, som spiller en støttende og vakker rolle.Stammen på lokket i produksjons- og prosessprosessen, dens størrelse og form flat overflate er nøkkelindikatorene for produktkvaliteten, og gir derfor en enkel og rimelig struktur, både kan garantere nøyaktighet, og kan forbedre deteksjonseffektiviteten til armaturet, for bil bagasjerommet Produksjon og bearbeiding av lokket er nødvendig.
I tråd med prinsippet om inspeksjonsverktøy for bagasjerommet på bilen, for å sikre gjenkjenningsnøyaktigheten, samtidig som man sparer arbeidskraft, forbedrer arbeidseffektiviteten.
Bruksmodellen gir en ny infrastruktur som følger:
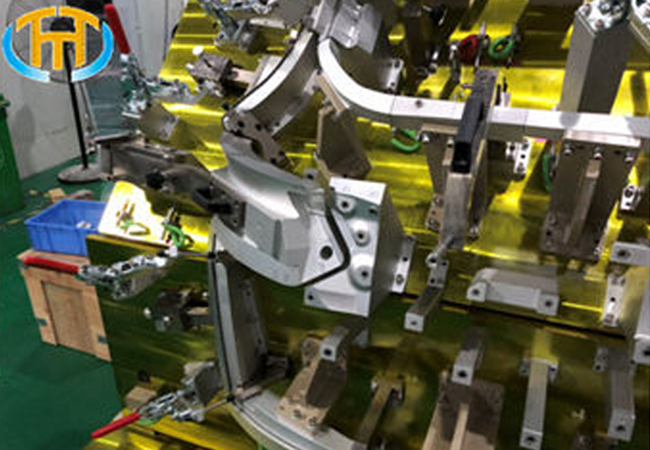
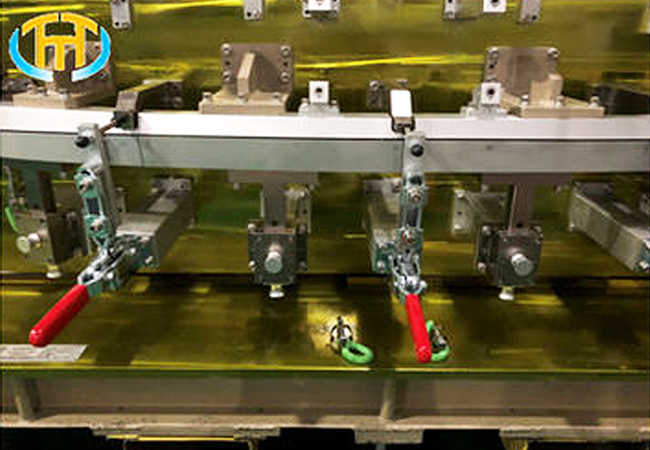
Den øvre overflaten av bunnplaten er utstyrt med to grupper X-retningssimuleringsblokker og to grupper Y-retningssimuleringsblokker langs henholdsvis X-aksens retning og Y-aksens retning.Fire grupper av simuleringsblokker er forbundet med enden av arbeidsstykkets plasseringsområde.Hver gruppe av simuleringsblokker er festet med en horisontal retning av den første viseren og en vertikal retning av den andre viseren, de fire hjørnene på bunnplaten er festet.
Arbeidsflyten
1. Mottok innkjøpsordren--——->2. Design--——->3. Bekreftelse av tegningen/løsningene--——->4. Klargjør materialene--——->5. CNC--——->6. CMM--——->6. Montering--——->7. CMM-> 8. Inspeksjon--——->9. (3. del inspeksjon ved behov)--——->10. (internt/kunde på stedet)--——->11. Pakking (treboks)--——->12. Levering
Ledetid og pakking
45 dager etter 3D-design godkjent
5 dager via ekspress: FedEx med fly
Standard eksport trekoffert
Vi vil legge til fikserende treklosser innvendig for å sørge for sikkerhet for armaturet i frakt.Tørkemiddel og plastfolie vil bli brukt for å holde kontrollarmaturen fra fuktighet under frakt.







.png)
.png)